You know, in today’s fast-changing world of manufacturing, picking the right Chemical Blendersis super important. I came across a recent market analysis from Industry Research that reveals some interesting stuff—the global market for Mixing Equipment is set to hit a whoppingUSD 7.42 billion by 2025, growing at around 4.2% a year since 2019. This growth is really driven by a rising need for efficient mixing solutions in various sectors like chemicals, pharmaceuticals, and food processing. And speaking of that, Shanghai Shenyin Machinery Group Co., Ltd. is leading the pack! They're actually the first ones to roll out advanced mixers and blenders designed for different industries like chemical, pharmaceutical, and construction materials. As companies aim to boost productivity and meet higher quality standards, getting a good grasp of what to look for in chemical blenders becomes super crucial. It helps make smarter buying choices that improve operational efficiency and ensure product consistency.

Benefits of Using High-Purity Chemical Blenders for Enhanced Product Quality
You know, high-purity chemical blenders really play a huge role in boosting product quality across all sorts of industries—think everything from pharmaceuticals to those specialty chemicals we often overlook. By making sure that the mixing process keeps the raw materials intact, these blenders help cut down on contamination, which is super important if you want to produce top-notch end products. For example, take the mixed xylene market; it’s expected to grow from about USD 58.2 billion in 2025 to a whopping USD 104.1 billion by 2035. That really underscores how crucial it is to hit those high-purity specs to ensure consistent product quality and performance.
And let’s not forget about how technology is changing the game. The latest advancements in chemical blending, like integrated continuous pharmaceutical technologies, really highlight how important it is to get everything just right in the manufacturing process. These innovations are all about ramping up efficiency while still ensuring that the final products, especially in the pharmaceutical field, meet those tough purity standards. Plus, as companies are now leaning towards more sustainable options, like using carbon-based materials from biomass waste, having high-purity blenders in the mix will be key to maintaining quality while keeping our environmental footprint in check. So, when it comes down to it, picking the right chemical blender with high-purity capabilities can seriously elevate product quality, making it a must-have for manufacturers who want to keep up in this fast-paced market.
Key Features to Look For in Chemical Blenders for Different Applications
Choosing a chemical blender for your various needs can be a bit of a challenge, but understanding what sets each blender apart is really important. First off, let’s talk about mixing action because that’s a biggie. If you’re working with thick materials, high-Shear Mixers are your best buddies for emulsifying and homogenizing. On the other hand, if dry bulk powders are your jam, ribbon blenders have got you covered. So, figuring out your mixing requirements is key to picking the right blending technology.
Then there’s the whole capacity thing. Depending on how much you need to produce, you might go for a small batch mixer or maybe even a big continuous blender. And don’t forget about the material the blender is made from! You want something that’s compatible with your chemicals. Stainless steel is usually the go-to because it’s tough and super easy to clean. Lastly, operational features like adjustable speed settings and maintenance ease really matter. They can make a world of difference in how efficiently your blender runs and how long it lasts in your specific processes.
Understanding Key Specifications for Best Chemical Blenders and How to Choose the Right One
| Feature | Description | Importance | Application |
| Speed Control | Adjustable RPM settings for optimal mixing | Critical for achieving desired viscosity and blending | Cosmetics, pharmaceuticals |
| Volume Capacity | Maximum volume of material that can be blended | Determines batch size for production | Food, chemicals |
| Material of Construction | Types of materials used for durability and corrosion resistance | Ensures longevity and safety in chemical blending | Pharmaceuticals, chemicals |
| Safety Features | Emergency stops, guards, and sensors | Critical for safe operation in industrial environments | All applications |
| Mixing Technology | Types of mixing (e.g., high-shear, planetary) | Influences homogeneity and quality of the final product | Cosmetics, food, chemicals |
Understanding the Role of Speed and Efficiency in Chemical Blender Performance
You know, when it comes to chemical blenders, speed and efficiency are pretty much the name of the game. These two specs really play a huge role in how good your final product will turn out. I’ve seen industry reports that show blenders with variable speed settings can really up the blending game by cutting down on shear force, which gives you a more even mix. One study from the Chemical Blender Association even found that blenders hitting the sweet spot in terms of speed can achieve a uniformity level of 90% or more, and they do it in under half the time of regular models. Pretty impressive, right?
Now, if you’re on the hunt for a chemical blender, you really need to think about what you’re going to use it for. Sure, faster speeds can help with mixing efficiency, but they can also heat things up more than you might want, especially if you’re working with delicate materials. Just a little tip: always check out the manufacturer's specs for the max RPM and try to find models with built-in thermal management systems. That way, you can keep temperatures in check during those longer blending sessions.
And don’t forget about efficiency! It’s a big deal when it comes to keeping your operational costs down. Recent market analytics suggest that blenders designed to optimize power usage can save you up to 30% on energy. To boost the efficiency of your blender, look for ones with great motor designs and check out user reviews about their energy consumption. Trust me, splurging on a reliable and efficient model means not just better blending results, but also being kinder to our planet in the long run.
Comparing Batch vs. Continuous Chemical Blenders: Which is Best for Your Needs?
When you’re choosing a chemical blender, one of the big decisions you’ll face is whether to go for batch or continuous blenders. If you're running a smaller operation or need that extra flexibility in how you produce things, batch blenders might just be your best bet. They let you fine-tune every mix with pinpoint accuracy, which is super handy when you're working with different formulations or just smaller amounts. Plus, cleaning and maintenance is a breeze, so it’s no wonder many folks in industries that care about product purity and quick changes lean towards these.

On the flip side, if you’re in the game of high-volume production, continuous blenders are where it’s at. They’re all about efficiency and consistency, making them perfect for bigger setups where speed is key. With continuous blending, you can cut down on downtime between batches and keep that product flowing smoothly, which really boosts productivity. But just a heads up—these systems need some pretty advanced controls and monitoring to keep quality in check over longer runs. So, at the end of the day, picking between batch and continuous chemical blenders really boils down to what you need for your production—how much you’re making, how flexible you need to be, and so on.
How Material Construction Influences the Durability of Chemical Blenders
When you’re picking out a chemical blender, the materials it’s made from really matter. They can make a big difference in how durable the blender is and how well it performs, especially in fields like chemicals, pharmaceuticals, and food processing. You want materials that are top-notch, like stainless steel or specially coated alloys, because they can stand up to corrosion and wear. That way, your blender stays in great shape, even when it’s put to the test. Just a heads-up, Shanghai Shenyin Machinery Group Co., Ltd. is all about using cutting-edge material technology in their mixers and blenders, which work across a bunch of different industries.
Now, here’s a tip: think about what you’re actually going to be blending. If you’re dealing with really corrosive substances, you’ll need a blender made from super-resistant materials like Hastelloy or with Teflon coatings. And don’t forget to take the environment into account! If your blender will face extreme temperatures or abrasive materials, go for something that’s built tough enough to handle it.
Also, let’s chat about cleaning—it's super important! Pick blenders that have smooth, non-porous surfaces and designs that don’t have too many nooks and crannies. These features are key to keeping things hygienic, especially in the food and pharmaceutical worlds. And choosing blenders that come apart easily is a game changer for cleaning thoroughly. This way, you’ll help your equipment last longer and stay compliant with all those pesky safety regulations.
Recognizing the Importance of Safety Features in Chemical Blending Equipment
Choosing the right chemical blending equipment? Safety should definitely be at the forefront of your mind, especially given the risks that come with handling chemicals. Did you know that a report by Grand View Research projects the global chemical blending equipment market will hit a whopping USD 10.5 billion by 2027? That really shows how important it is for everyone to focus on safety in this field.  Some must-have safety features include things like automated shut-off systems, pressure relief valves, and explosion-proof designs. These can really help you avoid serious issues like spills, explosions, or any exposure to harmful substances.
Some must-have safety features include things like automated shut-off systems, pressure relief valves, and explosion-proof designs. These can really help you avoid serious issues like spills, explosions, or any exposure to harmful substances.
Plus, just to throw some stats your way, the Occupational Safety and Health Administration (OSHA) reports that about 5,000 workers die each year in the United States, with a good number of those accidents related to unsafe chemical handling. So, it’s crucial to have blending equipment that comes equipped with cutting-edge monitoring systems. These not only help stick to safety protocols but also cut down on human error. Oh, and gear that ensures secure containment while reducing how much manual fuss is needed can seriously help minimize the chance of accidents. So, when you're on the hunt for that perfect chemical blender, remember: putting safety first isn’t just about protecting your team; it can actually boost efficiency and keep you in line with industry regulations too.
FAQS
: The type of mixing action is critical, with high-shear mixers being suitable for emulsifying and homogenizing viscous materials, while ribbon blenders are preferred for dry bulk powders.
You need to consider your production needs, which will guide you to choose between a small-scale batch mixer or a large-scale continuous blender.
Stainless steel and corrosion-resistant materials are commonly preferred due to their durability and ease of cleaning, especially when handling corrosive chemicals.
The material construction affects the blender’s durability and performance, particularly in environments with aggressive substances or where hygiene is critical.
For highly corrosive materials, you should opt for blenders made from resistant materials such as Hastelloy or those with Teflon coatings.
Blenders with smooth, non-porous surfaces and minimal crevices are easier to clean and are essential for maintaining hygiene, especially in food and pharmaceutical applications.
Yes, features such as adjustable speed settings, ease of maintenance, and advanced control systems can significantly improve the efficiency and longevity of a blender.
The operating environment, including extreme temperatures and exposure to abrasive materials, should guide you to select robust materials that can withstand these conditions.
Opt for blenders that allow for easy disassembly for thorough cleaning and are designed to maintain hygiene standards, which is key to meeting industry regulations.
Look for designs that minimize complex assembly and allow for quick access to components, enhancing the maintenance process and reducing downtime.

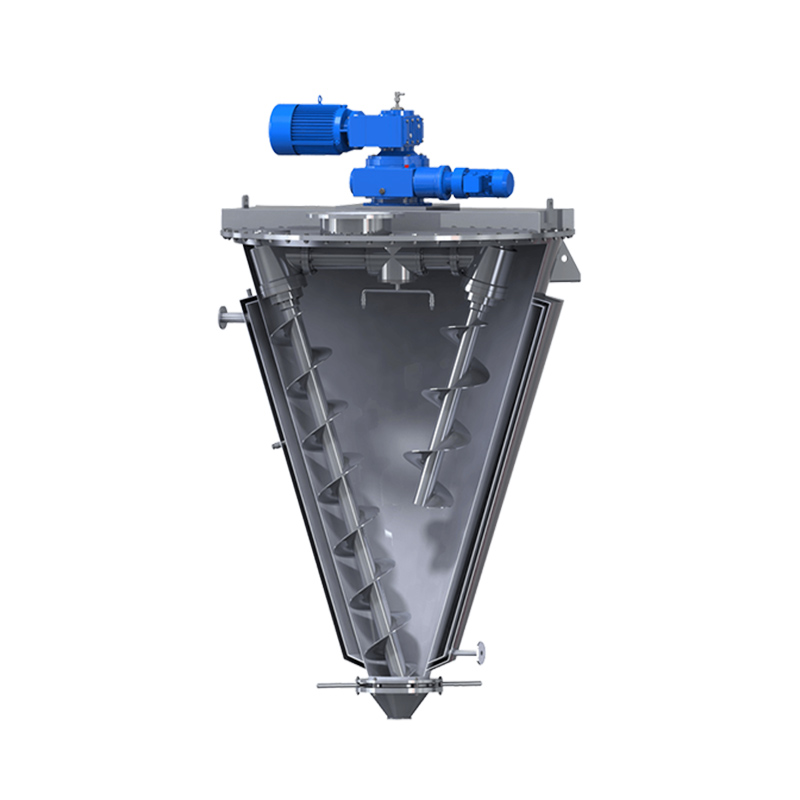 Conical Screw Mixer
Conical Screw Mixer Conical Screw Belt Mixer
Conical Screw Belt Mixer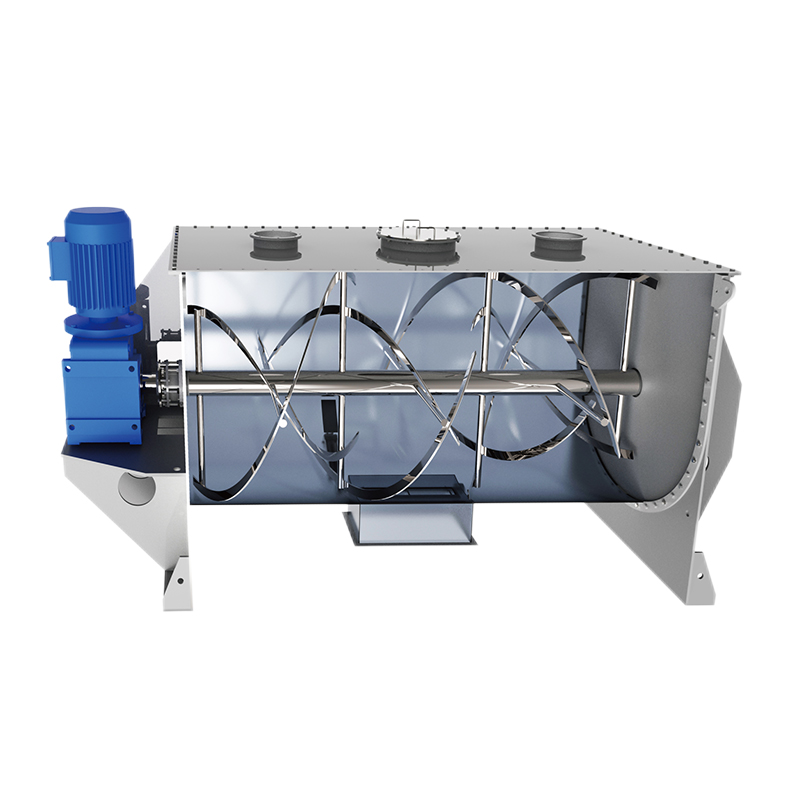 Ribbon Blender
Ribbon Blender Plough-shear Mixer
Plough-shear Mixer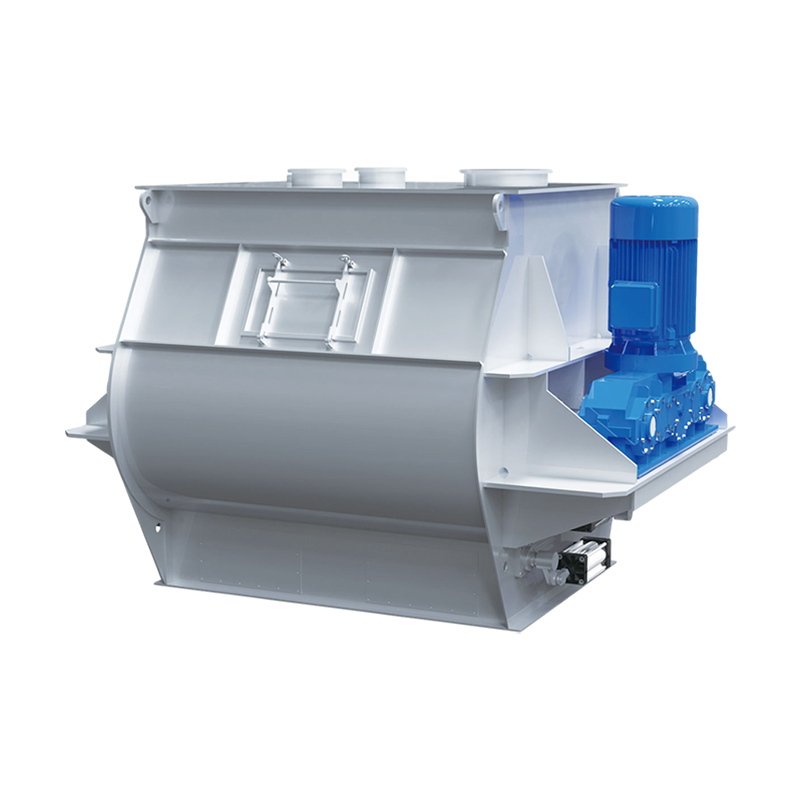 Double Shaft Paddle Mixer
Double Shaft Paddle Mixer CM Series Mixer
CM Series Mixer









