 Conical Screw Mixer
Conical Screw Mixer Conical Screw Belt Mixer
Conical Screw Belt Mixer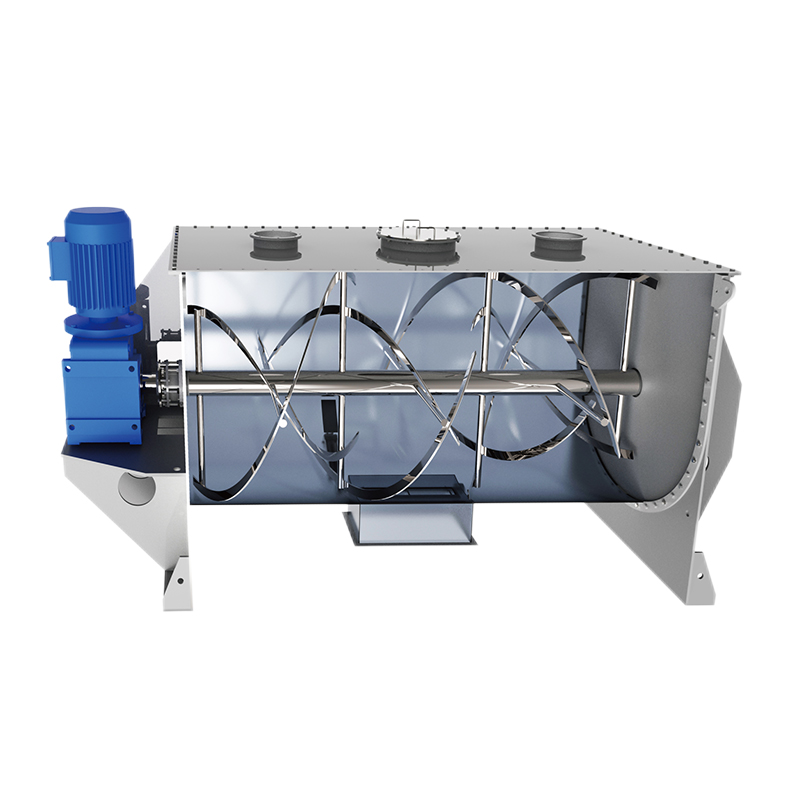 Ribbon Blender
Ribbon Blender Plough-shear Mixer
Plough-shear Mixer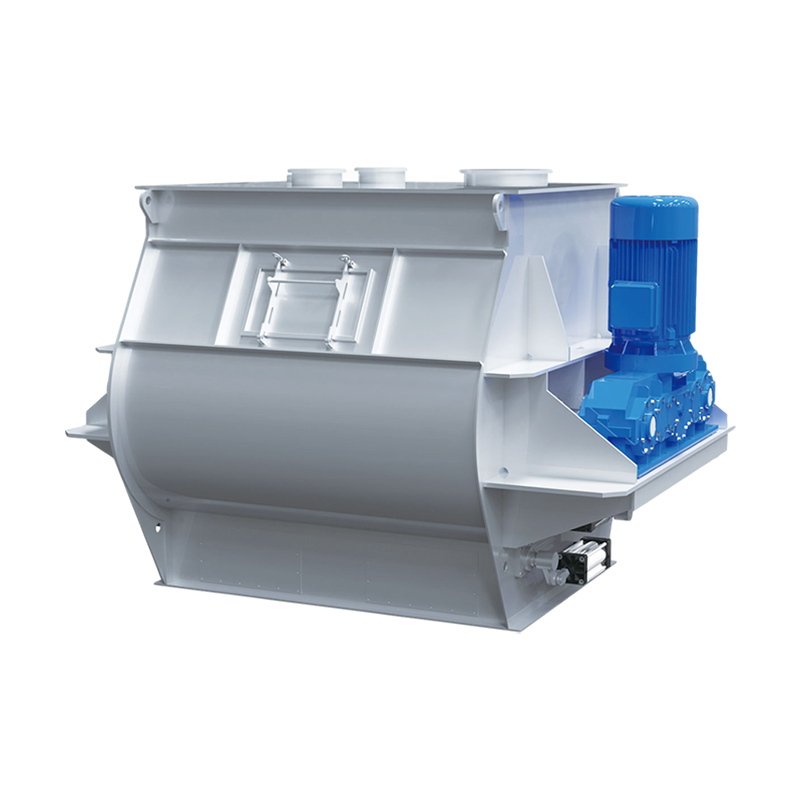 Double Shaft Paddle Mixer
Double Shaft Paddle Mixer CM Series Mixer
CM Series Mixer Leave Your Message
Choosing the right Powder Mixer can honestly feel a bit overwhelming at first. There are so many options out there from companies like Schenck Process and J.R. Boone Manufacturing, each with their own set of features. It’s kind of like shopping for a new gadget—you want to pick something that’s actually going to boost your workflow, not just look good on paper.
Getting the perfect Powder Mixer isn’t just about picking the fanciest model. You’ve gotta think about stuff like mixing speed, capacity, and how tough it is—stuff that really impacts how well it fits into your production. Sometimes, a model might seem perfect but ends up not meeting your specific needs, which can slow things down and cause frustrations.
So, investing in a solid, reliable Powder Mixer really pays off down the line. Not all brands are created equal though—some keep quality high, others less so. It's worth taking some time to check out reviews and really dive into the specs before making your decision. That way, you’re more likely to pick something that sticks with you and makes a difference in your operation, instead of just another piece of equipment collecting dust.

CE certification plays a crucial role in the manufacturing of powder mixers. It ensures that a product meets stringent safety and quality standards. This certification is essential for companies looking to sell their mixers in the European market. Understanding it can help you make informed decisions.
When considering a Lab Powder Mixer, check for CE certification. This certification confirms the product’s conformity to European safety directives. Look for details about testing processes and compliance measures. Not all manufacturers provide clear information. It's wise to ask questions and demand transparency.
Tips: Always consider user reviews before purchasing. They can reveal the real performance of a Lab Powder Mixer. Ensure the factory can provide reliable after-sales support. Understand the warranty conditions. Choose wisely; not all options meet high standards.
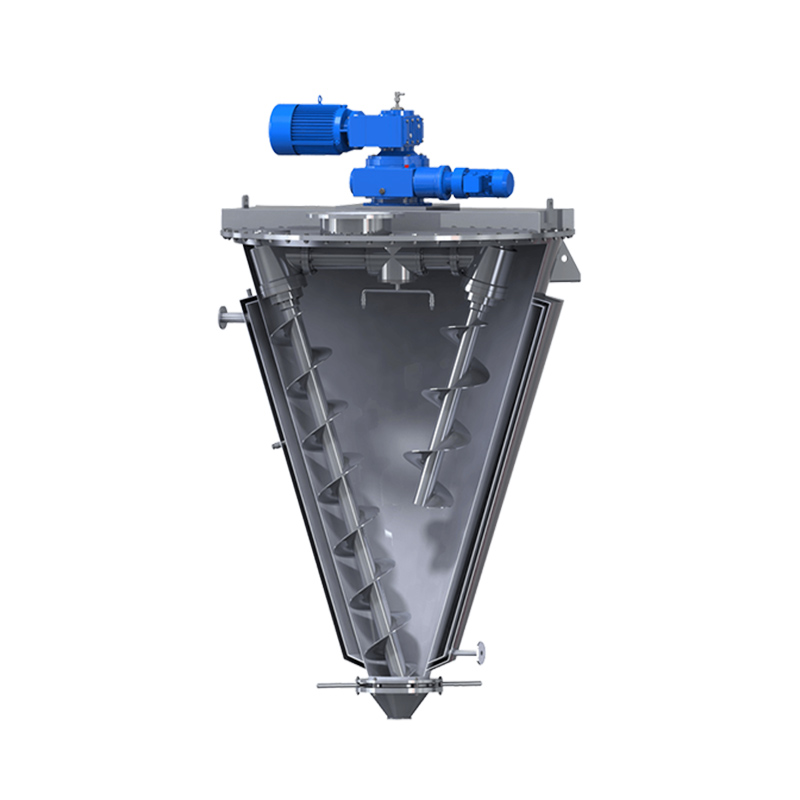
In recent years, the demand for efficient mixing solutions in material processing industries has surged, driven by the need for increased productivity and consistent product quality. High-performance conical screw belt mixers have emerged as a transformative technology, enabling manufacturers to achieve superior mixing in significantly reduced cycle times. According to the latest industry reports, these mixers can improve mixing uniformity by up to 25% compared to traditional methods, which is crucial for industries such as pharmaceuticals, food processing, and chemicals.
Among the innovative designs available in the market, the VJ series conical screw belt mixer stands out with its advanced structural design influenced by top-tier global manufacturers. This mixer combines the functionalities of both screw and belt mixers, ensuring that materials are mixed thoroughly without the risk of segregation. The unique design promotes efficient material flow, reduces energy consumption, and minimizes wear and tear, ultimately leading to lower operational costs. In fact, expert analysis indicates that integrating high-performance mixers can yield operational efficiency improvements of approximately 15-30%, allowing businesses to scale their operations without compromising quality.
Moreover, the versatility of conical screw belt mixers allows them to handle a wide range of materials, including cohesive and fragile substances, without damaging their integrity. As industries increasingly adopt these advanced mixing technologies, manufacturers are poised to benefit from enhanced production capabilities, shorter turnaround times, and the ability to meet stringent regulatory standards. The continuous innovation in mixing technology signifies a pivotal shift towards more efficient manufacturing processes, contributing to the overall advancement of material processing industries.
: Daily exercise boosts mood. It increases energy levels. Regular physical activity enhances overall health. You feel stronger.
Start with small changes. Add fruits and vegetables to meals. Drink more water daily. Limit sugary snacks.
Sleep is essential for recovery. It helps in memory retention. Quality sleep boosts your immune system. It's vital for mental clarity.
Practice mindfulness techniques. Deep breathing can help. Engage in physical activities. Don't hesitate to seek professional help.
Staying hydrated aids digestion. It improves skin health too. Drink water consistently throughout the day. Avoid excessive caffeine.
Yes, you can! Bodyweight exercises work well. Walking or jogging outside is effective. Use online workout videos for guidance.
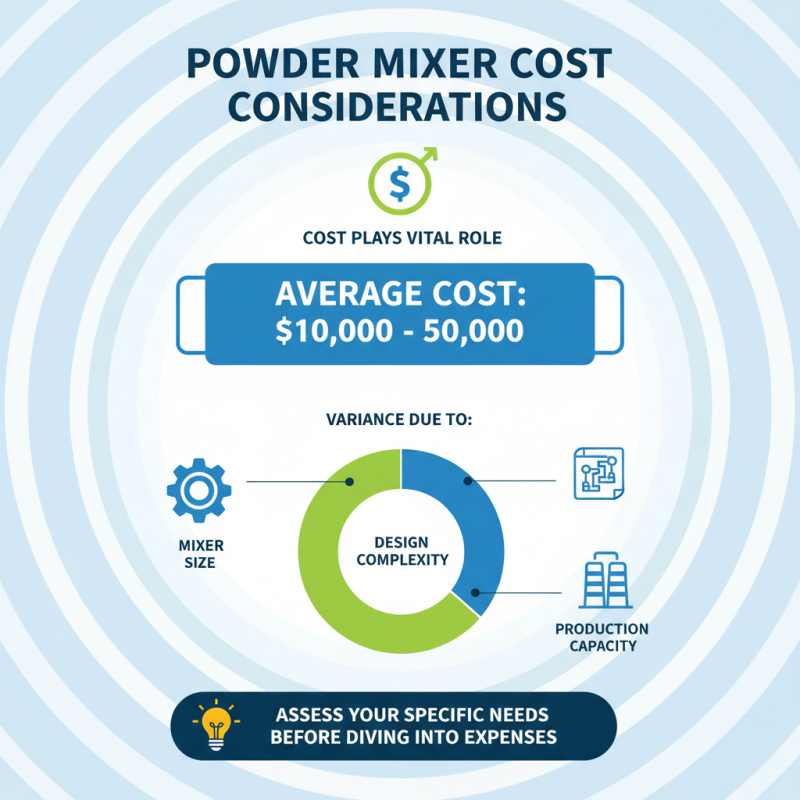
When selecting a powder mixer, understanding CE certification is crucial for ensuring compliance with safety and quality standards. This article outlines key features of custom powder mixers, emphasizing their importance in various industries. It highlights the top manufacturers that provide CE certified options and offers a comparative analysis of different factory options, assisting in informed decision-making.
Additionally, the article discusses quality assurance and testing processes essential for maintaining efficiency in powder mixing. Cost considerations play a significant role when choosing a factory, as they directly influence the overall investment. Customization of powder mixers to fit specific industry needs ensures that businesses can optimize their operations, making the right choice in powder mixer machinery a priority for long-term success.