
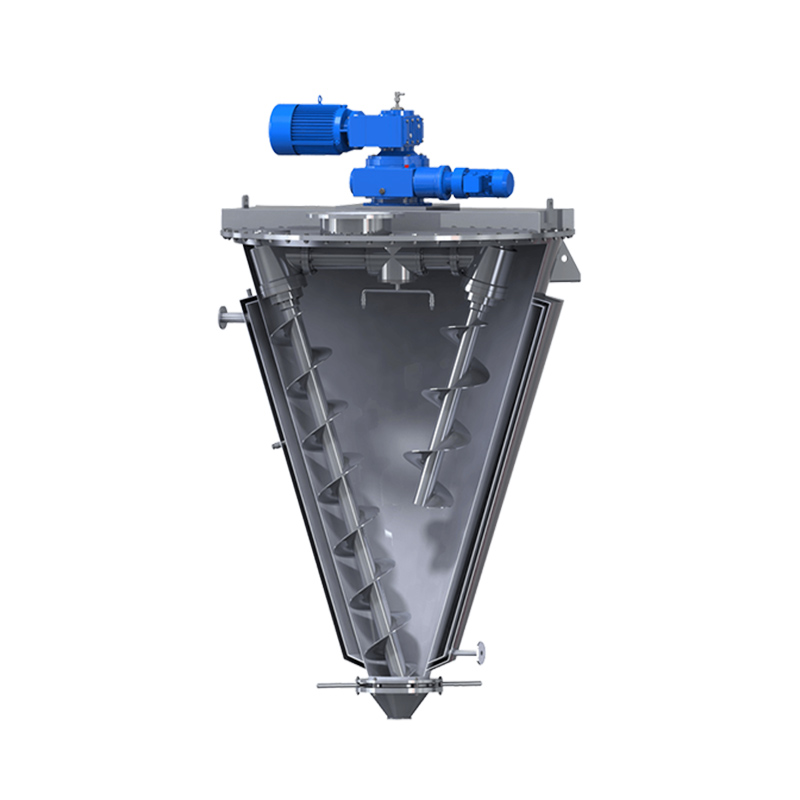
 കോണാകൃതിയിലുള്ള സ്ക്രൂ മിക്സർ
കോണാകൃതിയിലുള്ള സ്ക്രൂ മിക്സർ കോണാകൃതിയിലുള്ള സ്ക്രൂ ബെൽറ്റ് മിക്സർ
കോണാകൃതിയിലുള്ള സ്ക്രൂ ബെൽറ്റ് മിക്സർ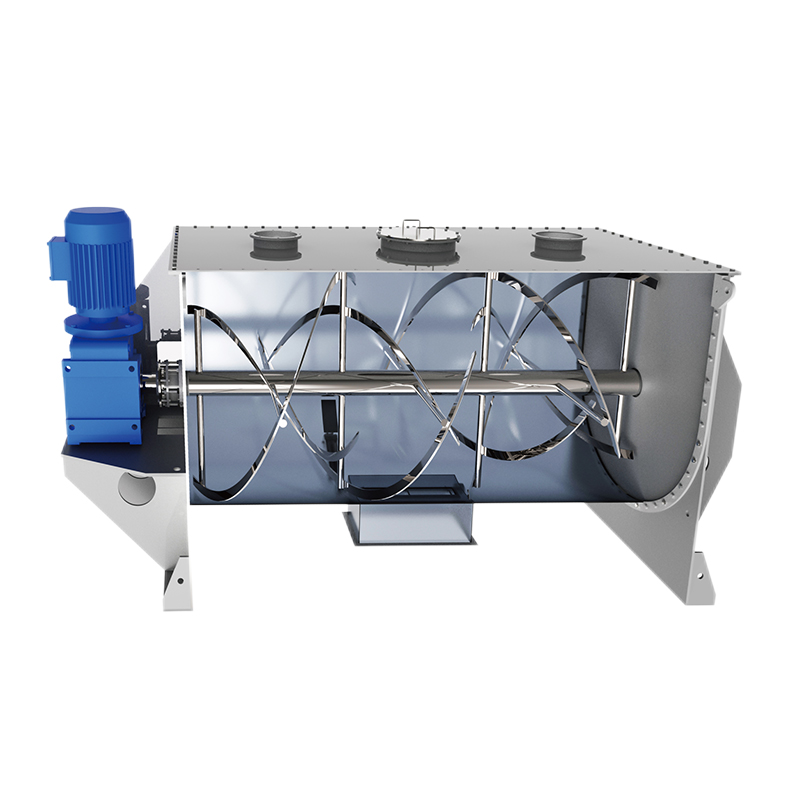 റിബൺ ബ്ലെൻഡർ
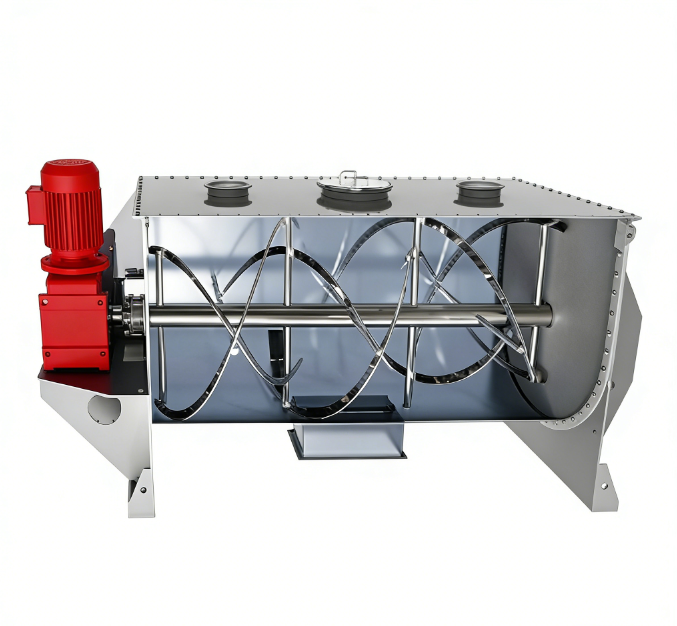
റിബൺ ബ്ലെൻഡർ പ്ലോ-ഷിയർ മിക്സർ
പ്ലോ-ഷിയർ മിക്സർ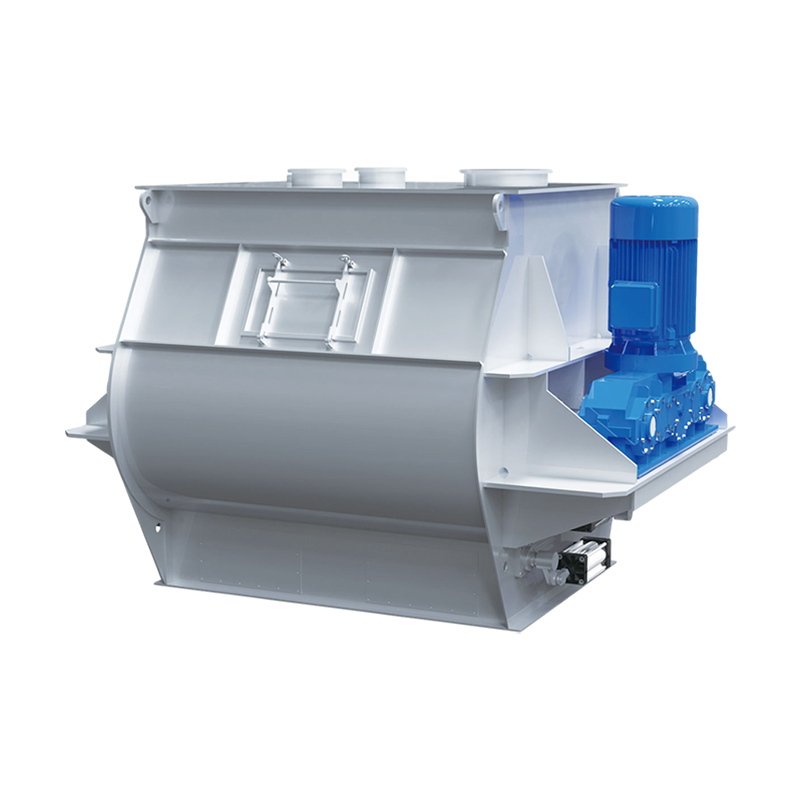 ഡബിൾ ഷാഫ്റ്റ് പാഡിൽ മിക്സർ
ഡബിൾ ഷാഫ്റ്റ് പാഡിൽ മിക്സർ സിഎം സീരീസ് മിക്സർ
സിഎം സീരീസ് മിക്സർ










ഏഴാമത്തെ എഴുത്ത്: വെർട്ടിക്കൽ സ്ക്രൂ മിക്സർ VSH-ന്റെ ദൈനംദിന അറ്റകുറ്റപ്പണികൾ
ലംബം സ്ക്രൂ മിക്സർ പൊടിയും ഗ്രാനുലാർ വസ്തുക്കളും കലർത്തുന്നതിനുള്ള ഒരു പ്രധാന ഉപകരണമാണ് VSH, കൂടാതെ അതിന്റെ സ്ഥിരതയുള്ള പ്രവർത്തനം ഉൽപ്പാദന കാര്യക്ഷമതയെയും ഉൽപ്പന്ന ഗുണനിലവാരത്തെയും നേരിട്ട് ബാധിക്കുന്നു.
ദൈനംദിന അറ്റകുറ്റപ്പണികൾക്കായി, ഡ്രൈവ് സിസ്റ്റം, ഡബിൾ സ്ക്രൂ ഭാഗങ്ങൾ, ഡിസ്ചാർജ് വാൽവ്, ചാനൽ സ്റ്റീൽ കണക്ഷൻ ഭാഗങ്ങൾ തുടങ്ങിയ പ്രധാന ഘടകങ്ങൾ, അവയുടെ ഘടനാപരമായ പ്രവർത്തനങ്ങളും പൊതുവായ പരാജയ രീതികളും അനുസരിച്ച് വ്യവസ്ഥാപിത അറ്റകുറ്റപ്പണികൾ നടത്തണം. ഉപകരണ തത്വങ്ങളുടെയും വ്യവസായ രീതികളുടെയും അടിസ്ഥാനത്തിൽ സമാഹരിച്ച ഉപ ഇനം അറ്റകുറ്റപ്പണിയുടെ പ്രധാന പോയിന്റുകൾ താഴെ കൊടുക്കുന്നു.
ആദ്യ ഉപ ഇനം: ഡ്രൈവ് സിസ്റ്റത്തിന്റെ ദൈനംദിന അറ്റകുറ്റപ്പണികൾ
പ്രധാനമായും മോട്ടോറുകളും റിഡ്യൂസറുകളും (സൈക്ലോയ്ഡൽ പിൻവീൽ റിഡ്യൂസറുകൾ അല്ലെങ്കിൽ വേം ഗിയർ റിഡ്യൂസറുകൾ പോലുള്ളവ) ഉൾപ്പെടെ മുഴുവൻ മെഷീനിന്റെയും പവർ സ്രോതസ്സാണ് ഡ്രൈവിംഗ് ഭാഗം.
1. പരിശോധന ഉള്ളടക്കം:
(1) ഗിയർബോക്സിന്റെ ലൂബ്രിക്കേറ്റിംഗ് ഓയിൽ ലെവൽ 1/2 മുതൽ 2/3 വരെയുള്ള പരിധിയിൽ നിലനിർത്തണം (ഗിയർബോക്സ് ലൂബ്രിക്കേറ്റിംഗ് ഓയിൽ നിറയ്ക്കുന്നതിനുള്ള മാനദണ്ഡം ഓയിൽ മിററിന്റെ/ഓയിൽ ഗേജിന്റെ മധ്യ സ്ഥാനമാണ്, കൂടാതെ ഓയിൽ ലെവലിൽ കൂടുതലാകുകയോ കുറയുകയോ ചെയ്യരുത്). പുതിയ മെഷീനിന്റെ 50 മണിക്കൂർ പൂർണ്ണ ലോഡ് പ്രവർത്തനത്തിന് ശേഷം, ആദ്യമായി ഓയിൽ മാറ്റേണ്ടതുണ്ട്. ഉപകരണങ്ങൾ സാധാരണയായി പ്രവർത്തിച്ചുതുടങ്ങിയ ശേഷം, ഓരോ 3-6 മാസത്തിലും ഓയിൽ മാറ്റുകയും ലൂബ്രിക്കേറ്റിംഗ് ഓയിൽ ലെവൽ പതിവായി പരിശോധിക്കുകയും വേണം. വെർട്ടിക്കൽ സ്ക്രൂ മിക്സർ VSH-ന്റെ ബോഡി/സിലിണ്ടറിനുള്ളിലെ ട്രാൻസ്മിഷൻ ഘടകങ്ങൾ, വിതരണ ബോക്സുകൾ, ട്രാൻസ്മിഷൻ ഹെഡുകൾ എന്നിവ ഫാക്ടറി വിടുന്നതിന് മുമ്പ് ചേർത്ത MOS2 (ലിഥിയം അധിഷ്ഠിത ഗ്രീസ്) ഉപയോഗിച്ച് ലൂബ്രിക്കേറ്റ് ചെയ്യുന്നു.
(2) മോട്ടോർ ബേസും റിഡ്യൂസർ ബേസും ഉറപ്പിക്കുന്ന ബോൾട്ടുകൾ അയഞ്ഞതാണോ എന്ന് പരിശോധിക്കുക, അടിത്തറ സ്ഥിരതയുള്ളതാണെന്ന് ഉറപ്പാക്കുക, ചെയിൻ ജമ്പിംഗ് അല്ലെങ്കിൽ ട്രാൻസ്മിഷൻ പരാജയം തടയുക.
2. ശ്രദ്ധ:
(1) അസാധാരണമായ ശബ്ദമോ ഉയർന്ന താപനില വർദ്ധനവോ കണ്ടെത്തിയാൽ, ബെയറിംഗുകളുടെയും ഗിയറുകളുടെയും മെഷിംഗ് നില പരിശോധിക്കുന്നതിന് മെഷീൻ ഉടനടി നിർത്തണം.
(2) വേരിയബിൾ ഫ്രീക്വൻസി നിയന്ത്രണമുള്ള ഡ്രൈവ് സിസ്റ്റത്തിന്, ഇലക്ട്രിക്കൽ പാരാമീറ്റർ ക്രമീകരണങ്ങൾ മെറ്റീരിയൽ സവിശേഷതകളുമായി പൊരുത്തപ്പെടുന്നുണ്ടോ എന്ന് പരിശോധിക്കേണ്ടതും ആവശ്യമാണ്.
രണ്ടാമത്തെ ഉപ ഇനം: ഇരട്ട സ്ക്രൂ ഭാഗങ്ങളുടെ (ബോഡി/സിലിണ്ടറിനുള്ളിലെ എല്ലാ ഭാഗങ്ങളും) ദൈനംദിന അറ്റകുറ്റപ്പണികൾ
ഗ്രഹനില കൈവരിക്കുന്നതിനുള്ള പ്രധാന ഘടകമാണ് ഇരട്ട സ്ക്രൂ ഭാഗങ്ങൾ (ശരീരത്തിലെ/സിലിണ്ടറിലെ എല്ലാ ഭാഗങ്ങളും). വസ്തുക്കളുടെ മിശ്രിതം "ഭ്രമണം + പരിക്രമണം" വഴി, അതിന്റെ പ്രവർത്തന കൃത്യത മിശ്രണത്തിന്റെ ഏകീകൃതത നിർണ്ണയിക്കുന്നു.
1. വേർപെടുത്തൽ, പരിശോധന പ്രക്രിയ
(1) സിലിണ്ടർ കവറും ട്രാൻസ്മിഷൻ കണക്ടറുകളും നീക്കം ചെയ്യുക, സ്ക്രൂ ഷാഫ്റ്റ് സുരക്ഷിതമായി ഉയർത്തുക.
(2) സ്ക്രൂ ബ്ലേഡുകൾ രൂപഭേദം സംഭവിച്ചിട്ടുണ്ടോ, തേഞ്ഞിട്ടുണ്ടോ, അല്ലെങ്കിൽ സിലിണ്ടർ ഭിത്തിയിൽ പോറൽ ഏൽക്കുന്നുണ്ടോ എന്ന് പരിശോധിക്കുക.
(3) പൊടി കവിഞ്ഞൊഴുകുന്നത് തടയുന്നതിനോ ലൂബ്രിക്കേറ്റിംഗ് ഓയിൽ മെറ്റീരിയലിൽ കലരുന്നത് തടയുന്നതിനോ ഷാഫ്റ്റ് സീൽ (ഓയിൽ സീൽ) പരിശോധിക്കുക.
2. കീ ഓർമ്മപ്പെടുത്തൽ
(1) അസംബ്ലി സമയത്ത്, രണ്ട് സർപ്പിളുകളുടെയും ശരിയായ അസമമായ ക്രമീകരണം ഉറപ്പാക്കുകയും യഥാർത്ഥ ഫേസ് കോൺ പുനഃസ്ഥാപിക്കുകയും ചെയ്യേണ്ടത് ആവശ്യമാണ്.
(2) വീണ്ടും ഇൻസ്റ്റാൾ ചെയ്ത ശേഷം, ഡിസ്ക് 2-3 തവണ സ്വമേധയാ തിരിക്കുക, ജാമിംഗ് ഇല്ലെന്ന് ഉറപ്പാക്കുക, തുടർന്ന് വീണ്ടും പ്രവർത്തിപ്പിക്കാൻ ശ്രമിക്കുക.
മൂന്നാമത്തെ ഉപ ഇനം: ഡിസ്ചാർജ് വാൽവിന്റെ ദൈനംദിന അറ്റകുറ്റപ്പണികൾ
ഡിസ്ചാർജ് വാൽവ് ലംബ സ്ക്രൂ മിക്സറിന്റെ കോണിന്റെ അടിയിലാണ് സ്ഥിതി ചെയ്യുന്നത്, ഇത് ഡിസ്ചാർജ് വേഗതയെയും ശേഷിക്കുന്ന അളവിനെയും നേരിട്ട് ബാധിക്കുന്നു. സാധാരണ രൂപങ്ങളിൽ മാനുവൽ അല്ലെങ്കിൽ ന്യൂമാറ്റിക് ഡിസ്പ്ലേസ്മെന്റ് വാൽവ്/റോട്ടറി വാൽവ്, ന്യൂമാറ്റിക് നൈഫ് ഗേറ്റ് വാൽവ്, സ്ഫെറിക്കൽ വാൽവ്, ഗേറ്റ് വാൽവ് എന്നിവ ഉൾപ്പെടുന്നു.
1. സാധാരണ പ്രശ്നം കൈകാര്യം ചെയ്യൽ
(1) ഭ്രമണത്തിൽ ബുദ്ധിമുട്ട് അനുഭവപ്പെടുകയാണെങ്കിൽ, പൗഡർ ചോർച്ച തടയുന്നതിന് വാൽവ് ബോഡി ക്ലിയറൻസ് ഉചിതമായി ക്രമീകരിക്കാവുന്നതാണ്.
(2) സീലുകൾ പഴകിയതാണോ, കട്ടപിടിച്ചതാണോ, അല്ലെങ്കിൽ തേഞ്ഞതാണോ എന്ന് പരിശോധിക്കുക, പ്രത്യേകിച്ച് ന്യൂമാറ്റിക് വാൽവിന്റെ സിലിണ്ടറും സീലിംഗ് റിംഗും.
(3) ഈർപ്പം ആഗിരണം ചെയ്യുന്നതിലൂടെയും അടിഞ്ഞുകൂടുന്നതിലൂടെയും ഉണ്ടാകുന്ന തടസ്സങ്ങൾ ഒഴിവാക്കാൻ വാൽവ് ചേമ്പറിൽ അടിഞ്ഞുകൂടിയ വസ്തുക്കൾ വൃത്തിയാക്കുക.
2. ഒപ്റ്റിമൈസേഷൻ നിർദ്ദേശങ്ങൾ
(1) ഉയർന്ന ദ്രാവകതയുള്ള പൊടികൾക്ക്, ഡെഡ് കോർണറുകൾ കുറയ്ക്കുന്നതിനും സീലിംഗ് പ്രകടനം മെച്ചപ്പെടുത്തുന്നതിനും പൊടി ഗോളാകൃതിയിലുള്ള വാൽവുകൾ ഉപയോഗിക്കാം.
(2) ന്യൂമാറ്റിക് അല്ലെങ്കിൽ ഇലക്ട്രിക് ആക്യുവേറ്ററുകൾ പ്രതികരണ വേഗതയ്ക്കും സിഗ്നലിനുള്ള സ്ഥാനത്തിനും പതിവായി പരിശോധിക്കണം.
നാലാമത്തെ ഉപ ഇനം: ചാനൽ സ്റ്റീൽ കണക്ഷൻ ഭാഗങ്ങളുടെ ദൈനംദിന അറ്റകുറ്റപ്പണികൾ
ചാനൽ സ്റ്റീൽ ബേസും ബന്ധിപ്പിക്കുന്ന ഭാഗങ്ങളും മുഴുവൻ മെഷീനിന്റെയും ഭാരം വഹിക്കുകയും പ്രവർത്തന വൈബ്രേഷനുകളെ ആഗിരണം ചെയ്യുകയും ചെയ്യുന്നു, കൂടാതെ ദീർഘകാല ഉപയോഗം അയവുള്ളതാകാനോ പൊട്ടാനോ സാധ്യതയുണ്ട്.
1. പ്രധാന പരിശോധനാ പോയിന്റുകൾ
(1) ആങ്കർ ബോൾട്ടുകൾ അയഞ്ഞിട്ടുണ്ടോ എന്ന് പരിശോധിക്കുക, ആവശ്യമെങ്കിൽ, വീണ്ടും ലെവൽ ചെയ്ത് മുറുക്കുക.
(2) ചാനൽ സ്റ്റീലിന്റെ വെൽഡ് സീമിൽ വിള്ളലുകൾ ഉണ്ടോ എന്ന് നിരീക്ഷിക്കുക, പ്രത്യേകിച്ച് ഉയർന്ന വൈബ്രേഷൻ സാഹചര്യങ്ങളിൽ.
(3) സ്ഥാനചലനം തടയുന്നതിന് ഉപകരണ ബ്രാക്കറ്റും ഗ്രൗണ്ടും പ്ലാറ്റ്ഫോമും തമ്മിലുള്ള കണക്ഷൻ സുരക്ഷിതമാണോ എന്ന് പരിശോധിക്കുക.
2. പരിപാലന നിർദ്ദേശങ്ങൾ
(1) ഓരോ പാദത്തിലും ഒരിക്കൽ ഘടനാപരമായ സമഗ്രത പരിശോധന നടത്താൻ ശുപാർശ ചെയ്യുന്നു.
(2) നേരിയ രൂപഭേദം അല്ലെങ്കിൽ തുരുമ്പ് കണ്ടെത്തിയാൽ, ഘടനാപരമായ തകരാറുകളിലേക്ക് വികസിക്കുന്നത് ഒഴിവാക്കാൻ സമയബന്ധിതമായി വെൽഡിംഗ് അല്ലെങ്കിൽ ആന്റി-കോറഷൻ ചികിത്സ നടത്തണം.