
 Конус формасындагы винтлы миксер
Конус формасындагы винтлы миксер Конус формасындагы винтлы тасма миксеры
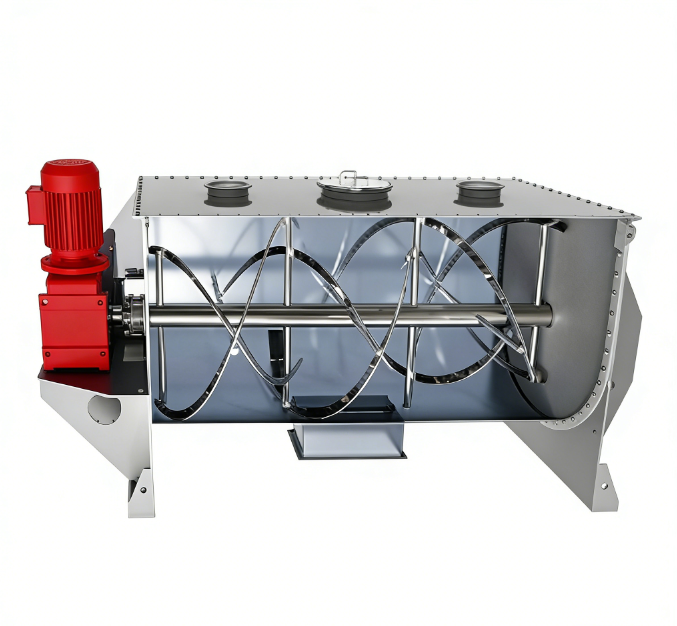
Конус формасындагы винтлы тасма миксеры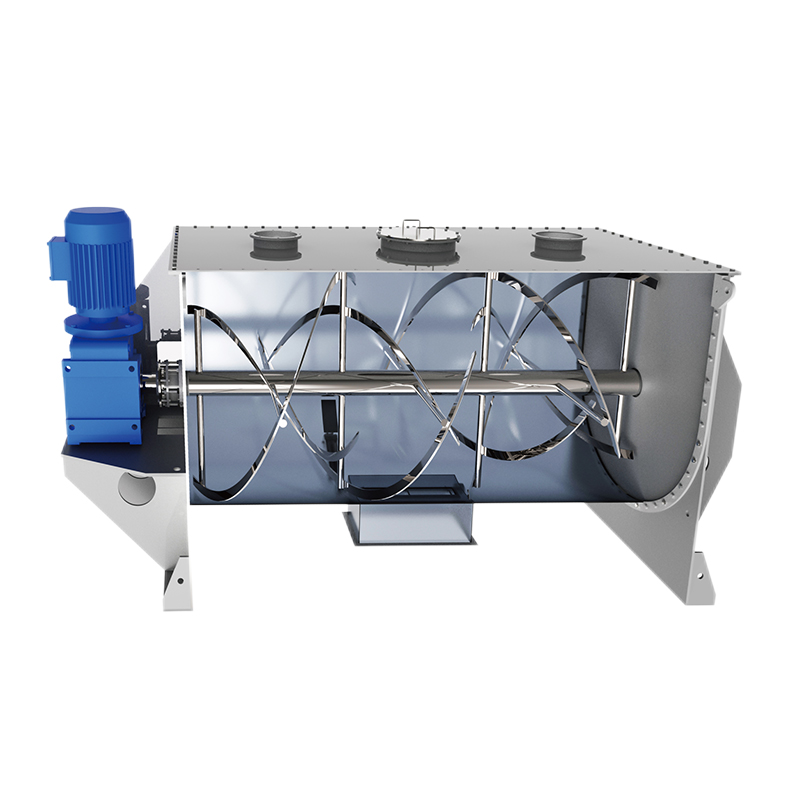 Тасма блендеры
Тасма блендеры Сука кисү өчен катнашма
Сука кисү өчен катнашма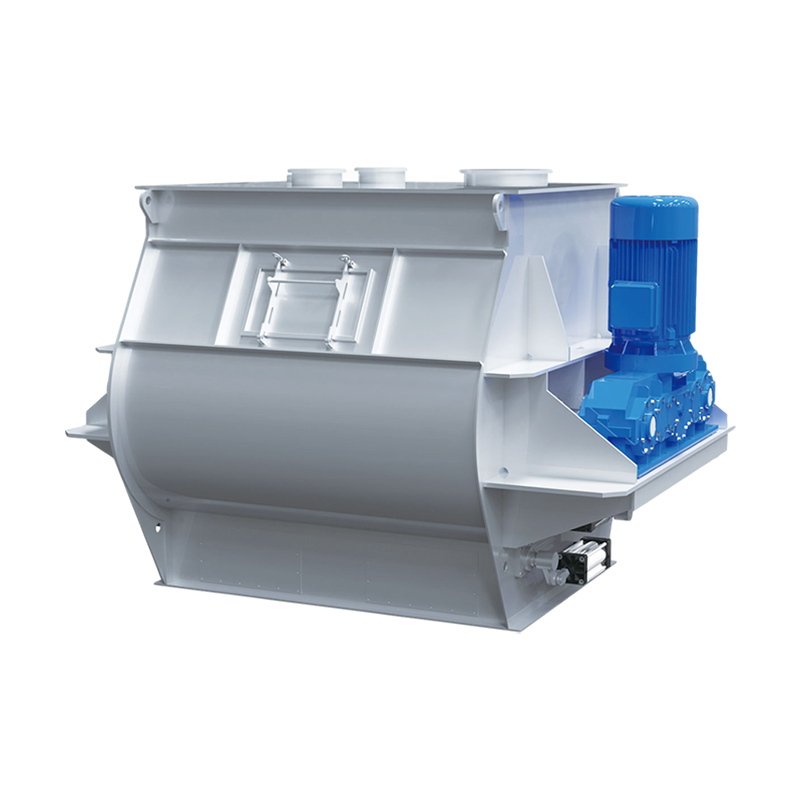 Ике валлы калаклы миксер
Ике валлы калаклы миксер CM серияле миксер
CM серияле миксер










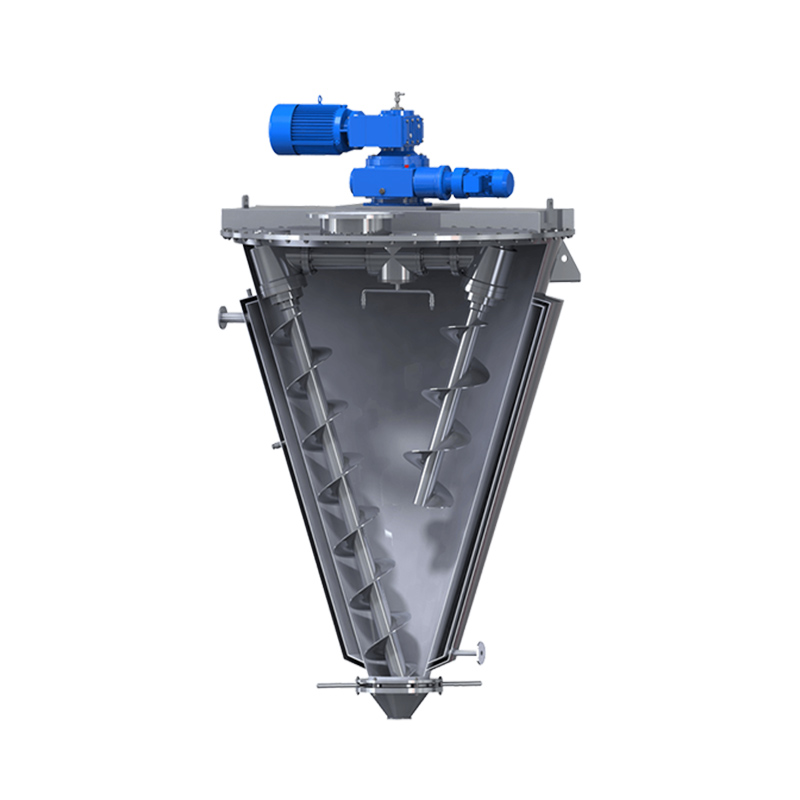
Җиденче язма: Вертикаль винтлы VSH миксерына көн саен хезмәт күрсәтү
Вертикаль Винтлы миксер VSH порошок һәм гранулалы материалларны кушу өчен төп җиһаз булып тора, һәм аның тотрыклы эшләве җитештерү нәтиҗәлелегенә һәм продукт сыйфатына турыдан-туры тәэсир итә.
Көндәлек хезмәт күрсәтү эшләре өчен, привод системасы, икеләтә винтлы детальләр, чыгару клапаны һәм каналлы корыч тоташтыру детальләре кебек төп компонентларга системалы хезмәт күрсәтү аларның структура функцияләренә һәм еш очрый торган ватылу режимнарына туры китереп башкарылырга тиеш. Түбәндә җиһазлар принципларына һәм тармак практикасына нигезләнеп төзелгән өстәмә хезмәт күрсәтүнең төп пунктлары китерелгән.
Беренче пункт: йөртү системасын көндәлек хезмәт күрсәтү
Йөртү өлеше - бөтен машинаның энергия чыганагы, нигездә, моторлар һәм редукторлар (мәсәлән, циклоидаль тәгәрмәч редукторлары яки червяклы тешле редукторлар).
1. Тикшерү эчтәлеге:
(1) Редукторның майлау мае дәрәҗәсе 1/2 дән 2/3 гә кадәр булырга тиеш (редукторның майлау мае белән тутыру өчен стандарт - май көзгесенең/май үлчәгеченең урта позициясе, һәм ул май дәрәҗәсеннән артып китә яки түбән була алмый). Яңа машинаның 50 сәгать тулы йөкләнештә эшләвеннән соң, майны беренче тапкыр алыштырырга кирәк. Җиһазлар нормаль эшләгәннән соң, майны һәр 3-6 ай саен алыштырырга һәм майлау мае дәрәҗәсен даими тикшереп торырга кирәк. VSH вертикаль винтлы миксерның корпусы/цилиндрындагы трансмиссия компонентлары, бүлү тартмалары һәм трансмиссия башлары заводтан чыгар алдыннан өстәлгән MOS2 (литий нигезендәге май) белән майлана.
(2) Мотор нигезен һәм редуктор нигезен ныгытучы болтларның йомшак булуын тикшерегез, нигезнең тотрыклы булуын тәэмин итегез һәм чылбырның сикерүен яки трансмиссиянең ватылуын булдырмагыз.
2. Игътибар:
(1) Гадәти булмаган тавыш яки югары температура күтәрелү ачыкланса, подшипниклар һәм шестерняларның челтәр торышын тикшерү өчен машинаны шунда ук туктатырга кирәк.
(2) Үзгәрүчән ешлык белән идарә ителә торган привод системасы өчен, шулай ук электр параметрлары көйләүләренең материал үзенчәлекләренә туры килүен тикшерү кирәк.
Икенче пункт: икеләтә винтлы детальләргә (кузов/цилиндр эчендәге барлык детальләргә) көндәлек хезмәт күрсәтү
Икеләтә винтлы детальләр (корпус/цилиндр эчендәге барлык детальләр) планетарийлыкка ирешү өчен төп компонент булып тора Материалларны кушу "әйләнү + әйләнү" аша, һәм аның эш төгәллеге кушуның тигезлеген билгели.
1. Сүтеп җыю һәм тикшерү процессы
(1) Цилиндр капкачын һәм трансмиссия тоташтыргычларын алыгыз, һәм винт валын куркынычсыз рәвештә күтәреп алыгыз.
(2) Винт пычакларының деформацияләнгән, тузган яки цилиндр стенасына тырналган булуын тикшерегез.
(3) Тузанның тулып китүен яки майлау мае материалны пычратмасын өчен, вал мөһерен (май мөһерен) тикшерегез.
2. Төп искә төшерү
(1) Җыю вакытында ике спиральнең дөрес асимметрик урнашуын тәэмин итү һәм башлангыч фаза почмагын торгызу кирәк.
(2) Кайтадан урнаштырганнан соң, дискны кул белән 2-3 тапкыр әйләндерегез, бөгелү юклыгын тикшерегез, аннары кабат эшләтеп карагыз.
Өченче пункт: чыгару клапанын көндәлек хезмәт күрсәтү
Чыгару клапаны вертикаль винтлы миксер конусының аскы өлешендә урнашкан, бу чыгару тизлегенә һәм калдык күләменә турыдан-туры тәэсир итә. Гадәти формаларга кул белән яки пневматик күчерү клапаны/әйләнмәле клапан, пневматик пычаклы капка клапаны, сферик клапан һәм капка клапаны керә.
1. Гомуми проблемаларны хәл итү
(1) Әгәр әйләнүдә кыенлыклар булса, порошок агып чыгуын булдырмас өчен клапан корпусы клиренсын тиешенчә көйләргә мөмкин.
(2) Тыгыннарның, бигрәк тә пневматик клапанның цилиндры һәм тыгып кую боҗрасының, искергәнме, төерләнгәнме яки тузганмы икәнен тикшерегез.
(3) Дым сеңү һәм агломерация аркасында килеп чыккан тыгылуны булдырмас өчен, клапан камерасында тупланган материалны чистартыгыз.
2. Оптимальләштерү тәкъдимнәре
(1) Югары сыеклыклы порошоклар өчен, үле почмакларны киметү һәм герметиклаштыруны яхшырту өчен порошок сферик клапаннар кулланылырга мөмкин.
(2) Пневматик яки электр приводларын җавап тизлегенә һәм урынындагы сигналга даими рәвештә тикшереп торырга кирәк.
Дүртенче пункт: канал корыч тоташтыру өлешләренә көндәлек хезмәт күрсәтү
Швел корыч нигезе һәм тоташтыручы өлешләре бөтен машинаның авырлыгын күтәрә һәм эш тибрәнүләрен йота, һәм озак вакыт куллану йомшаруга яки ярылырга мөмкин.
1. Төп тикшерү нокталары
(1) Анкер болтларының йомшак булуын тикшерегез, кирәк булса, аларны яңадан тигезләгез һәм кысыгыз.
(2) Швел корычының эретеп ябыштыру җөйендә ярыклар бармы-юкмы икәнен күзәтегез, бигрәк тә югары тибрәнү шартларында.
(3) Җиһаз кронштейны белән җир яки платформа арасындагы тоташуның урыныннан кузгалмаска тырышып ныклы булуын тикшерегез.
2. Техник хезмәт күрсәтү буенча тәкъдимнәр
(1) Конструкциянең бөтенлеген квартал саен бер тапкыр тикшерү үткәрергә киңәш ителә.
(2) Әгәр дә кечкенә деформация яки дат ачыкланса, конструкция җитешсезлекләренә таралуны булдырмас өчен, вакытында эретеп ябыштыру яки коррозиягә каршы эшкәртү үткәрелергә тиеш.