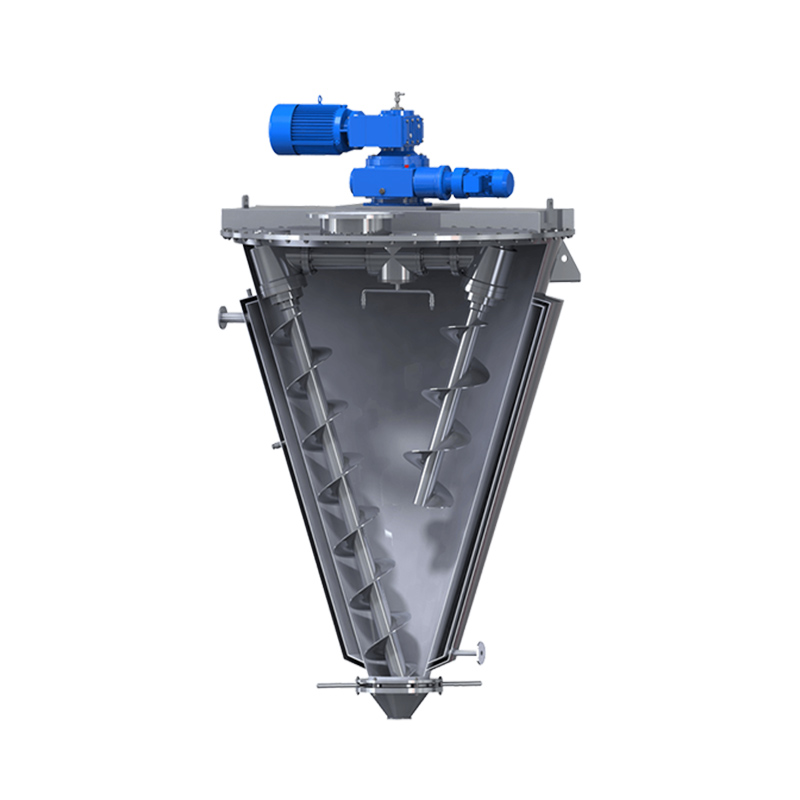
 Conical Screw Mixer
Conical Screw Mixer Conical Screw Belt Mixer
Conical Screw Belt Mixer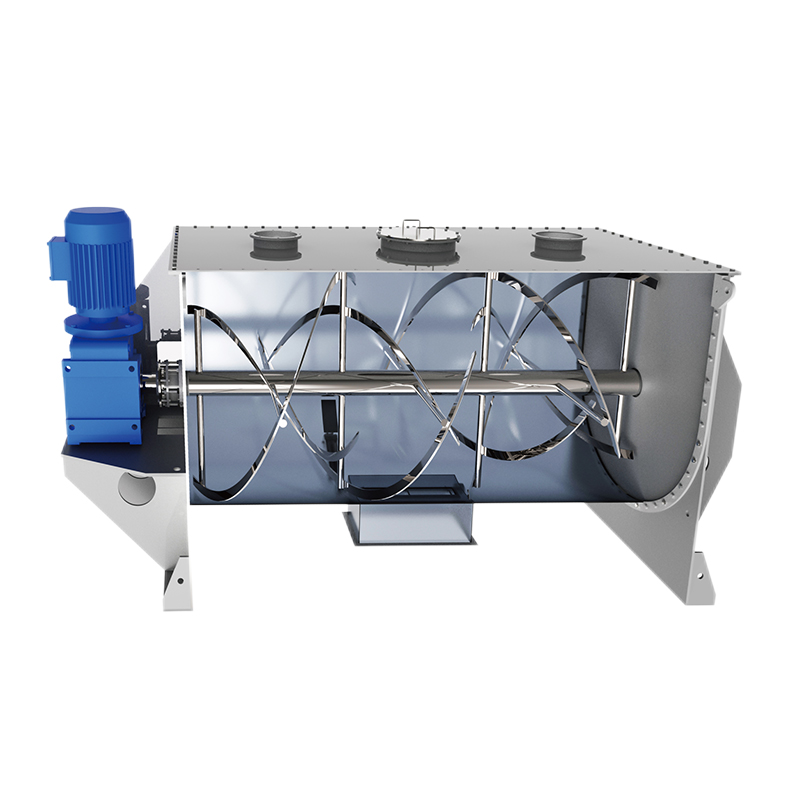 Ribbon Blender
Ribbon Blender Plough-shear Mixer
Plough-shear Mixer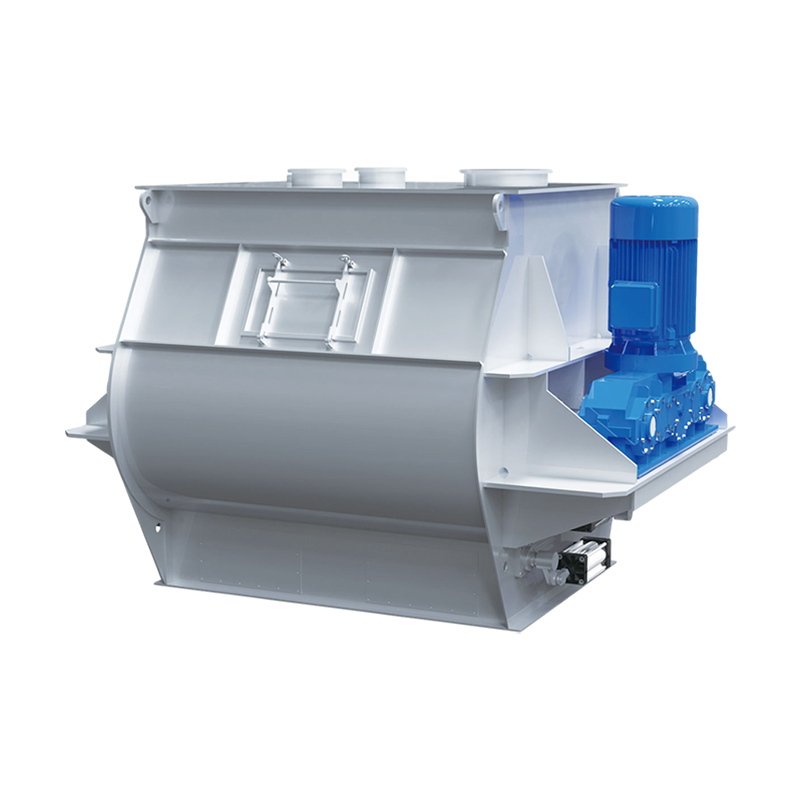 Double Shaft Paddle Mixer
Double Shaft Paddle Mixer CM Series Mixer
CM Series Mixer Leave Your Message
You know, the success of a custom Ribbon Type Mixer manufacturer these days really depends a lot on whether they’re up to speed with CE certification standards. I’ve seen reports lately showing that almost 75% of manufacturers skip over some pretty important certification steps, which can lead to costly delays—trust me, that's a big deal. It just goes to show how crucial it is to really understand the certification process if you want to stay competitive in such a busy market.
As industry expert John Doe puts it, “CE certification isn’t just some paperwork; it’s like your ticket to bigger markets.” That really hits home, right? Getting that certification can seriously boost your reputation and build trust with your customers, especially if you can prove your products meet safety and quality standards.
Now, I won’t sugarcoat it—getting CE certification isn’t a walk in the park. A lot of manufacturers find it tricky to interpret all the requirements and figure out how to implement them. That’s why it’s so important for companies in this space to seek expert advice and invest in thorough testing. Looking at the common mistakes people make can really help companies improve and, in the end, hit it big in the Ribbon Type Mixer industry.

CE certification is crucial for manufacturers of Custom Ribbon Type Mixers. It not only ensures product safety but also builds trust with customers. Understanding the requirements can be complex, but it's essential for market access in Europe. Familiarity with the machinery directive and relevant harmonized standards is important. These guidelines help ensure that your mixers meet the necessary safety standards.
Another key point is the technical documentation. Manufacturers must provide detailed descriptions of their Custom Ribbon Type Mixers. This includes design calculations, risk assessments, and testing results. Proper documentation demonstrates compliance and protects your brand. However, navigating this can sometimes feel overwhelming. Regular consultations with experts can help clarify complex regulations.
Quality control plays a vital role in the CE certification process. Implementing rigorous testing protocols will improve product reliability. Mistakes can happen, so developing a feedback loop is beneficial. Acknowledge any failures in the process and refine your approach. This practice not only aids compliance but can also enhance your product's reputation in a competitive market.
When selecting the right equipment for your mixing needs, the CM Series mixer stands out as an exceptional choice. Designed for continuous operation, this mixer excels in applications where both feeding and discharging can occur simultaneously. This feature streamlines the production process, allowing manufacturers to enhance their productivity while maintaining a consistent flow of materials. Whether you're working with powders, granules, or pastes, the CM Series mixer ensures that your materials are mixed uniformly, which is crucial for achieving high-quality end products.
One of the critical advantages of the CM Series mixer is its ability to deliver stability and consistency in large-scale production lines. This is particularly important for industries that require precise formulation and blending, as any inconsistency can lead to variations in product quality. By leveraging advanced mixing technology, the CM Series not only addresses concerns about uniformity but also optimizes the overall production efficiency. Its design minimizes downtime while maximizing output, making it an ideal choice for businesses looking to enhance their operational capabilities without compromising on quality.
: CE certification indicates compliance with European safety and environmental standards. It helps manufacturers access new markets and build customer trust.
Conduct a pre-assessment to identify potential shortcomings. Early issue identification can save time and resources.
Maintaining organized records of testing processes facilitates faster approvals. It supports audits and builds brand credibility.
Regular audits and updates ensure ongoing adherence to CE standards. Ignoring compliance can lead to costly penalties or recalls.
Understanding complex regulations can be difficult. Misinterpreting requirements may lead to inadvertent non-compliance.
Gather regular user feedback to identify improvement areas. Periodic evaluations can reveal design flaws or quality issues.
Well-trained staff enhance product reliability and performance. Continuous training helps maintain compliance and quality standards.
It encourages ongoing adjustments to processes. This proactive approach prevents stagnation and fosters innovation.
Lean manufacturing improves efficiency by reducing waste. It requires discipline and adaptability from the workforce.
Sharing compliance journeys and quality assurance efforts enhances transparency. Trust is built through consistent and reliable performance.
The article titled "CE Certification Tips for Custom Ribbon Type Mixer Manufacturer Success" provides a comprehensive overview of the CE certification process specifically tailored for manufacturers of ribbon type mixers. It begins by elucidating the importance of CE certification, highlighting key benefits such as increased market access and enhanced customer trust. The step-by-step guide offers practical insights into navigating the certification process, addressing common challenges faced by manufacturers and detailing the essential documentation required for successful certification.
Furthermore, the article emphasizes the significance of maintaining compliance post-certification, ensuring that custom ribbon mixers consistently meet regulatory standards. It concludes with best practices for continuous improvement and quality assurance, encouraging manufacturers to adopt proactive measures for sustained success in the competitive market. Overall, achieving CE certification is presented as a critical milestone for ribbon type mixer manufacturers seeking to enhance their operational credibility and product reliability.